浙江天雅江濤動力有限公司 發動機箱體|發動機缸頭|壓鑄|機加工
15058557666


2025-04-14 01:14:45
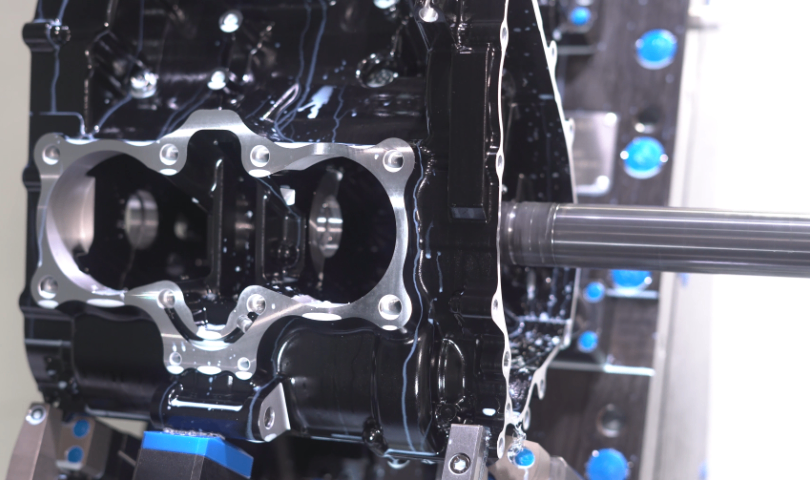
嚴格的質量控制體系:全流程質量檢測,天雅江濤在壓鑄生產的每個環節都設置了嚴格的質量檢測點,包括原材料檢測、過程檢測和成品檢測。公司采用X光探傷、三坐標測量儀、光譜分析儀等先進設備,確保產品尺寸精度、內部質量和化學成分符合標準。原材料檢測:對鋁合金材料的化學成分和力學性能進行嚴格檢測,確保材料質量。過程檢測:在壓鑄過程中實時監測溫度、壓力和速度等參數,確保工藝穩定性。成品檢測:對成品進行尺寸測量、表面檢查和內部缺陷檢測,確保產品符合客戶要求。年產8000噸精密零件,滿足多行業的批量生產需求。全自動壓鑄參考價

壓力控制:1.注射壓力,注射壓力是指壓鑄機在注射過程中施加的壓力,它直接影響到鋁液的充型能力和鑄件的內部質量。注射壓力過高會導致鋁液飛濺、卷氣和模具磨損加劇;注射壓力過低則會導致鋁液充型不充分,產生冷隔和氣孔。因此,合理選擇注射壓力是確保鑄件質量的關鍵。一般來說,注射壓力應根據鑄件的壁厚和結構復雜程度進行調整,通常在50MPa至150MPa之間。2.增壓壓力,增壓壓力是指在鋁液充型后,為了補償鋁液的收縮而施加的壓力。增壓壓力的大小直接影響到鑄件的致密度和力學性能。增壓壓力過高會導致鑄件內部產生應力,甚至出現裂紋;增壓壓力過低則會導致鑄件內部疏松,力學性能下降。因此,增壓壓力應根據鑄件的具體情況進行合理選擇,通常在20MPa至60MPa之間。重慶低壓壓鑄設備在未來的發展中,我們將繼續加大研發投入,引導行業技術進步。

強大的壓鑄設備與工藝能力:天雅江濤擁有43臺全自動壓鑄機,鎖模力覆蓋280T-2500T,支持高壓、低壓和重力壓鑄工藝,年產精密壓鑄件超8000噸。公司通過智能壓鑄單元集成技術,實現了鋁液溫度的閉環控制,波動范圍控制在±1℃以內,并配備實時壓力監測系統,確保產品致密度達到95%以上。這種高度自動化和智能化的生產模式,不僅提高了生產效率,還明顯提升了產品質量的穩定性。壓鑄過程中的注意事項涉及多個方面,包括溫度控制、壓力控制、時間控制、模具設計制造、表面處理、質量控制和**生產等。
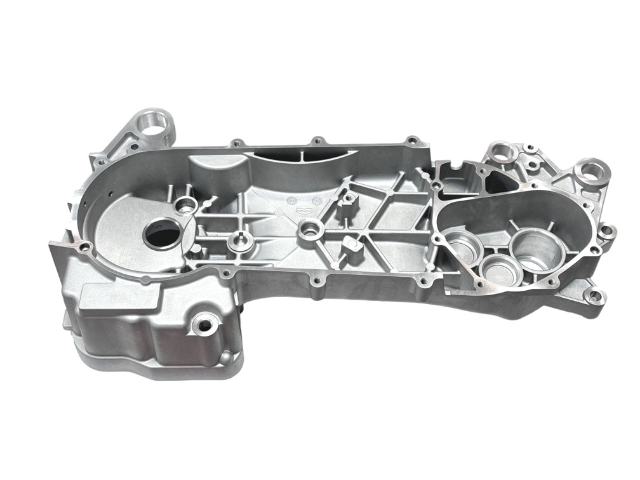
真空輔助壓鑄技術:真空輔助工藝通過在高壓壓射過程中引入負壓環境,明顯減少鋁液中的氣體殘留。該技術的創新性體現在三個層面:缺陷控制:傳統的壓鑄過程容易因氣體卷入形成氣孔,導致強度下降和耐腐蝕性不足。而真空輔助系統可將殘余氣體抽離至0.1kPa以下,零件致密度提升至95%以上(行業平均水平為85%-90%),滿足航空級零部件對高抗拉強度的要求。微結構優化:在0.8mm超薄壁件成型中,真空環境使得鋁液更充分滲入模具細小的縫隙,有效抑制微觀氣孔和縮孔的發生,使良品率較傳統工藝提升15個百分點(從83%→98.5%)。材料兼容:適用于6061、7075等高延伸率鋁合金的復雜薄壁結構成型,尤其在精密電子散熱器領域解決了因氣泡導致的熱傳導效率衰減問題。年產精密壓鑄件超8000噸,服務領域涵蓋摩托車、新能源、汽車等行業。

主要技術實力:構建壓鑄全產業鏈競爭優勢:設備集群與工藝布局,天雅江濤配備43臺全自動壓鑄機,形成完整的高壓(300-2500T)、低壓(50-200T)、重力鑄造(20-150T)工藝矩陣,滿足從簡單件到復雜薄壁結構的多元化需求:高壓壓鑄:用于汽車新能源殼體、5G基站散熱器等大批量生產(單件重量5-50kg)低壓壓鑄:適配摩托車缸頭、航空結構件等高精度要求場景(氣孔率≤0.08%)重力鑄造:專攻航空航天精密部件(表面粗糙度Ra≤1.6μm)智能壓鑄單元集成鋁液溫度閉環控制系統(波動≤±1℃)、實時壓力監測模塊和模具應力補償裝置,實現:工藝穩定性:同類產品尺寸公差波動控制在±0.05mm以內;?生產效率:循環周期縮短至12-25秒(行業平均15-35秒);?能源利用率:熔爐能耗降低22%(余熱回收系統+智能溫控)。真空輔助壓鑄明顯提升了產品的表面質量和內部致密度。全自動壓鑄參考價
我們的設備能夠處理不同規格和復雜程度的零件,加工靈活多樣。全自動壓鑄參考價
優良的致密度?:產品的致密度是衡量其質量的重要指標。天雅江濤通過智能壓鑄單元集成鋁液溫度閉環控制,將鋁液溫度波動控制在≤±1℃,同時進行實時壓力監測。在壓鑄過程中,精確的溫度控制確保了鋁液在理想的流動性狀態下填充模具,而實時壓力監測則保證了在金屬液凝固過程中,始終有足夠的壓力作用,使內部孔隙充分被壓實。這種嚴格的過程控制使得壓鑄產品的致密度高達95%以上。以汽車結構件中的新能源殼體為例,高致密度意味著殼體具有更高的強度和更好的抗沖擊性能。在車輛行駛過程中,新能源殼體需要承受來自路面顛簸、碰撞等各種外力作用,高致密度的壓鑄產品能夠有效抵御這些外力,保護內部的電池、電控等主要部件,提高新能源汽車的**性和可靠性。?全自動壓鑄參考價